Drilling of Vical S.A. acrylic sheet
The acrylic can be holed with bench drills, manual drills, portable drills and lathe. It’s advisable to use bit HSS, although it is also possible to use carbon steel. In big diameters it is used sierras de copa or radial bits.
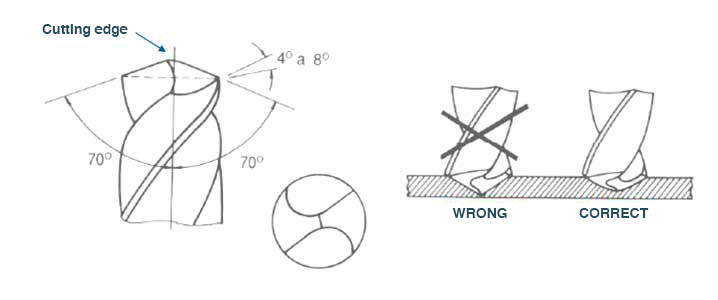
The uses of bits can produce cracks or damages in the acrylic so it will be necessary to modify the cutting edge. The angle between the faces of the cutting edge must be between 60 and 90 degrees.
This allows the bit the incoming and out-coming easily through the material avoiding cracks in the border of the hole.
With 90 angles the shaving is smaller and consequently easier to remove. This improves the quality of the hole. Bits with angles of 60 degrees for holes of diameters superior to 13 mm.
The back part of the cutting edge should be low enough to leave a free space between the metal and the acrylic this decrease the contact surface and avoids excessive heating of the piece of acrylic, see a picture..
Procedure:
Before starting the operation hold firmly the piece of acrylic to avoid that in case of engage of the bit in the material, this breaks or starts to spin together with the bit provoking a hazard situation for the worker.
Special attention must be paid when starting and ending the hole, in both moments you have to diminish the forward speed to prevents breaks in the material or to avoid that the position of the center don’t match with the wanted position.
The friction of the material with the bit as well as the slowly scavenger of the chip produces a big quantity of heat, this effect is bigger when deep holes are made. The heat can melt the acrylic and produce holes bigger than the diameter wanted. For this reason its advisable to remove frequently the chips picking up the bit and use refrigerant liquid like vegetable oils or kerosene.